我們一直走在創新(xīn)的路上,
我(wǒ)們專注於我(wǒ)們從事的事(shì)業!
我(wǒ)們專注於我(wǒ)們從事的事(shì)業!
180-522-12399
180-522-12399

公司地址:江蘇省徐州市(shì)雲龍區新銳(ruì)領地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務(wù)QQ:1153701253
網址: www.wlltsc.com
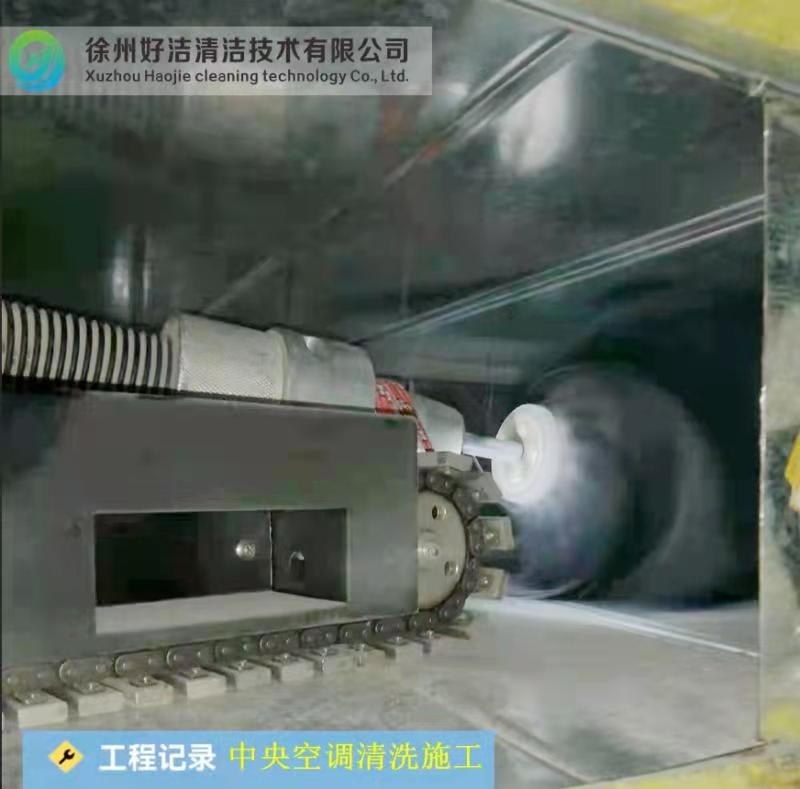
徐州(zhōu)油煙管道清洗方法和一般建築清洗原理:根據網站上的不同的(de)設備,采取靈活多樣的清潔計劃和執行(háng)實際施工方案。請使用客戶的非業務時間來合理組織清潔程序,以保證正常的客戶使用。徐州油煙機(jī)清洗帶您探索。
1.發動機罩和爐子的清潔內容包括罩表麵,在煙道的燈罩,排氣口,排氣口,以及在爐子的表麵。清(qīng)潔的關鍵部分是排煙管道,其中所述排氣口被連接到罩(zhào)和平行於所述罩(zhào)。清洗方法:專業人員先進入煙道進行人工清洗,然後用高壓(yā)水炮等(děng)清(qīng)洗設(shè)備相結合,徹底清除頑固油汙,達到(dào)消除(chú)火災危害的目的。專(zhuān)用設備和清潔劑將(jiāng)被用於清理管道是窄窄,不能(néng)手動或由於複(fù)雜的進(jìn)入,縮小和手動人跡罕至管,但與巨大的隱患,以消除潛在的火災(zāi)隱患(huàn)和消散(sàn)客戶的疑慮。和(hé)擔憂。
2.風扇和油煙淨化器
A.打開(kāi)風扇和清(qīng)潔的側蓋,清潔風扇,以確保它的(de)清潔後正常工作。
B.油煙(yān)淨化器采用特殊的清洗設備(bèi)清洗內置淨化器的過濾器,輕輕地排(pái)出煙霧,確保油煙淨化正(zhèng)常。表麵也幹(gàn)淨整潔。
洗")
3.一般而(ér)言,有兩種方法可將風扇連接到篷布或煙道風扇到煙(yān)囪:一(yī)個是連接到篷(péng)布軟連接(jiē),另一個是直接連接到煙囪的硬連接(jiē)。帆布更換服務是由徐州中(zhōng)央空調清洗公(gōng)司提供(gòng)的,價格取決於實際情況。
4.煙囪(cōng)清潔(jié)
A.對於在橫向煙囪的內(nèi)部廚房煙囪和煙囪肘部,下列方法應根據實際情況可以(yǐ)采用手動接(jiē)著,噴化油器(qì)到(dào)煙道。一旦油完全溶解,清洗煙道的內壁用高壓水槍。量,清洗通過孔位置(zhì)煙道和後清洗密封每個孔。拆卸方法:根據煙囪的(de)實際情況,可以計算出(chū),煙囪的(de)一部分將在一定的(de)距離被移除(chú)並且在兩個方向(xiàng)上延伸用於(yú)清洗,以確(què)保清潔的質量。第一(yī)種方法是目前常見的,有效的,而有效的。
B.外部垂(chuí)直管外部垂直管道(dào)到廚房應該通過(guò)根據實際情況在上述三種方(fāng)法組合來清洗。由於大多(duō)數油煙集(jí)中(zhōng)在廚房內,並在煙囪末端的(de)淨化器和風扇,水平管(guǎn)事實(shí)上,垂直管基本不抱多(duō)大的油(yóu)。
5.油煙管道清洗標準清潔之後,油煙管道能滿足消防的驗(yàn)收標準。
(1)基本上,原始內鐵片可以與通風櫃同步的管看出,並且不存在塊狀幹(gàn)性油殘基。
(2)基本上,油從風扇淨(jìng)化器的表麵上除去(qù),所述表麵的80以上在引物是可(kě)見的,並且對在發動(dòng)機的底部沒有明顯的油團。
(3)在爐灶麵的表麵是免費的清洗(xǐ),使得表麵是(shì)無油的,有光澤和整齊。
(4)任何清洗方法可除去(qù)所有油汙染在煙(yān)道100,這是(shì)由(yóu)油的煙霧透氣性決定(dìng)。
油煙設施清洗")
管道清洗公司")
公司地址:江蘇省(shěng)徐州市雲龍(lóng)區新銳領地(dì)A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253