我們一直走在創新的路上(shàng),
我們專注於我們從事的事業!
我們專注於我們從事的事業!
180-522-12399
180-522-12399

公司(sī)地址:江蘇省徐州市雲龍區新銳領地A45-4-1801
郵(yóu)箱(xiāng):1153701253@qq.com
手機(jī):180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
迄(qì)今為止,國內外中央空調水係統結垢後均采用強腐蝕性酸洗(xǐ)除垢,強酸(suān)性清洗對空調(diào)係統危害很大;
1、腐蝕金(jīn)屬,損傷主機,縮短空調使用壽命(mìng),導致設備提前報廢;酸洗技術是借助強腐蝕性的酸溶解中央空調(diào)係統中的汙垢。由於中央空調水係統是多材質體係,酸對金屬具有強烈的化學(xué)腐蝕,從而使中央(yāng)空調係統使用壽(shòu)命大(dà)大縮短。其原因如下:
(1)酸(如鹽酸)本身能與設備的主要材料(如鋼、銅)發(fā)生化學反應,使鋼(gāng)、銅以離子(zǐ)形式溶於水中(zhōng),對金屬造成腐(fǔ)蝕,即使加入緩蝕劑,也不能完成阻止反(fǎn)應發生,對設(shè)備仍會造成危害。如(rú)果清洗時間延長,產生大量氧化性(xìng)較強的Fe3+離(lí)子,對設備將會造成更大的腐蝕。
(2)加入酸後,酸本(běn)身能在水中電離,產生(shēng)大量的陰、陽(yáng)離(lí)子,大(dà)大(dà)提高水溶液(yè)的電導率,加(jiā)速微電化學反應,加速對設(shè)備的腐蝕。
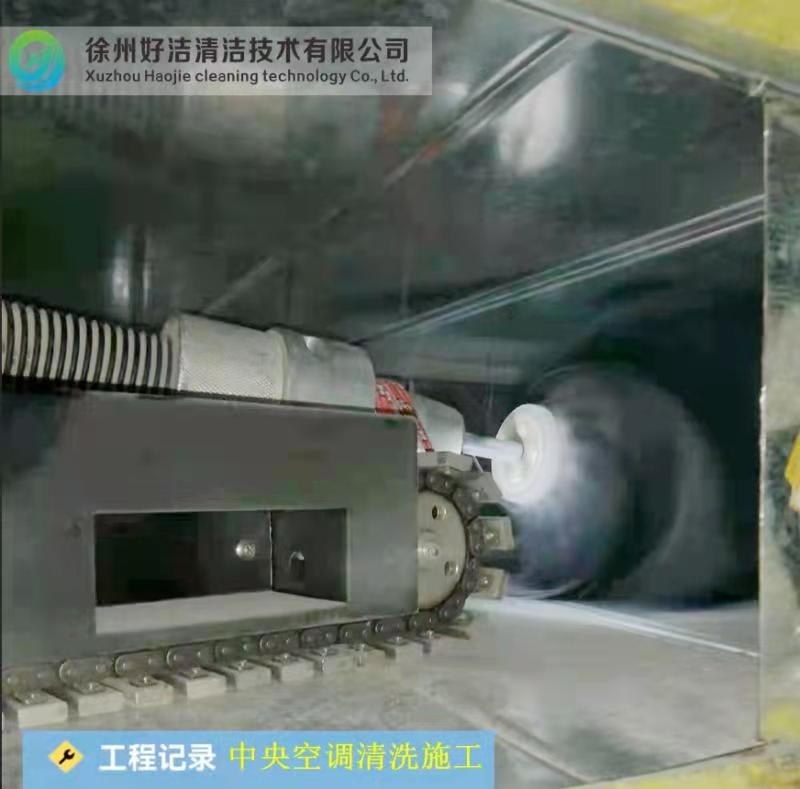
空調(diào)清洗")
(3)在(zài)清洗中,設備(主要是換熱器的脹管處)易發生下(xià)列四種(zhǒng)危害性較強的腐蝕:間隙腐蝕、點蝕、電偶腐蝕、晶間腐蝕。其中在銅管與鋼板脹接處,在設(shè)備製造時(shí)本身存在微小尺(chǐ)寸間隙(xì)(脹接處兩邊),極易(yì)造成間(jiān)隙腐蝕。在(zài)銅管凸出處,一般垢較厚,易造成垢下腐蝕(由於濃差電池作用),加入大量(liàng)C1-離子後,由於C1-具有較突出的加(jiā)速點(diǎn)蝕作用,有可能使(shǐ)設備局部點蝕穿孔。在脹接處,由於(yú)設備本身是異種金(jīn)屬(鋼、銅(tóng))接觸,存在電位差(鋼電位高於銅),溶液電導率增加後,將加速電偶腐蝕。最後C1-具有明顯(xiǎn)的加速晶(jīng)間(jiān)腐蝕的作用,由於晶間幾何尺寸極小(幾微米),發生腐蝕後,肉(ròu)眼不易(yì)發現,這對於不鏽鋼換(huàn)熱器來說較危險,很有可能出現不鏽(xiù)鋼表麵未見鏽蝕,而由於晶間腐(fǔ)蝕(shí),已經使不鏽鋼板蝕穿的現象。
(4)銅管與鋼板一般(bān)采取脹接方式聯接,嵌入量僅幾絲(百分之幾毫米),較易腐蝕(shí)穿孔。
(5)一旦腐蝕,引起泄漏,水(shuǐ)將進入氟裏昂中:氟裏昂遇見水(即使是空氣裏的水份),發生反應,生成HCI(鹽(yán)酸)、HF(氫氟酸),鹽酸是強酸,腐蝕(shí)性很強,氫氟酸腐蝕性更強,一(yī)般金屬均能迅速腐蝕(包括一般的不鏽鋼,隻有高(gāo)鉻鎳含鉬的不鏽(xiù)鋼除外)。一(yī)旦腐蝕穿孔(即使(shǐ)是針孔),生成HCI、HF,這兩種酸會反過來腐蝕穿孔(kǒng)處,增大孔徑,加大漏水量,生成更多的HCI、HF,造成惡性循環。對於溴化鋰機組,則對密閉性要求更高,溴化鋰隨水或空氣將大大增加其腐蝕性,造成機組嚴重腐蝕(shí),甚(shèn)至於報廢。
(6)因為微(wēi)量滲漏就會造成惡性循環(huán),而微小的滲漏在做壓力(lì)氣密性試驗時較難發現(清洗後一般不做氣密性試驗),做真空度試驗時,真空度下降不明顯,也難以發現。
中(zhōng)央空調主機冷凝器、蒸發器(qì)管壁(bì)很(hěn)薄,強腐蝕性的酸洗液容易將其腐蝕穿(chuān)孔,損傷嚴重時,可使主機當時報廢。近年(nián)來,國內已(yǐ)發生多起由於酸洗不當導致價值近千萬元的中央空調係統洗完即報廢(fèi)的清洗事故。綜上所述,由於(yú)中央(yāng)空調設備及製冷劑的特殊性(xìng),不(bú)宜采用傳統清洗技術(shù)。
2、損傷室內裝修材料、增(zēng)加(jiā)設備維(wéi)修(xiū)費用;由於酸洗極易造成(chéng)中央空調係(xì)統金屬腐蝕損傷,即使是(shì)輕度損傷,多次酸洗後的空調(diào)係統在運行一段時間後,也會因腐蝕損傷而頻繁維修和更換損傷零部件,從而(ér)大大增加係統維修費用。
更為麻煩的是,賓館、酒店、高檔寫字樓的(de)中央空調係(xì)統,若酸洗不當(dāng)會造成管路腐(fǔ)蝕泄漏,泄漏的酸洗液會損傷(shāng)室內裝飾,維修泄漏(lòu)管道或更換損(sǔn)傷部件都會導致對室內(nèi)環境(jìng)的重新裝修,其直接後果是空調用戶不僅要支(zhī)付設備(bèi)損傷部分的維修更(gèng)換費用,而且還要付出對室內重新裝修的更多費用,影響(xiǎng)正常(cháng)經營和辦(bàn)公。這些費用和損失有時常常是酸洗工程款的數倍(bèi)甚至十幾倍(bèi)。
3、清洗效率低、除垢不徹底;酸洗隻能將中央空調係統內的碳酸鹽(yán)水垢除去,對(duì)硫(liú)酸鹽(yán)及矽質性汙(wū)垢無法溶解,因此(cǐ)清洗後(hòu)係統內殘存大量難溶垢,空調設備洗淨率低,清洗後(hòu)難以(yǐ)有效恢複中央空調的致(zhì)冷效率和冬季供暖效率。
4、一般需停機清洗,並需要改變其運行參數。
5、排水無法達(dá)到國家(jiā)環保要求,毒害生物、汙染環境;酸洗溶液中含有大量的劇毒和強腐蝕性(xìng)化學物質,COD、BOD值超過國(guó)家環保指標幾百倍甚至幾千倍,廢液對花、草植物和水生(shēng)物具有(yǒu)強烈的毒性和危害(hài)性。目前各地清洗公司和水處(chù)理公司為降低工程成本,對(duì)酸洗廢液都不處理而直接排(pái)放,從而對(duì)生態環境造成極大破壞和危害。
以上就是大型油煙機清洗公司的小編介(jiè)紹的內(nèi)容,想了解更多資訊就關注我們吧。
施清洗")

公司地址:江(jiāng)蘇省徐州市雲龍區新(xīn)銳領地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253