我們(men)一直走在創新的路(lù)上,
我們(men)專注於我們從(cóng)事的事業(yè)!
我們(men)專注於我們從(cóng)事的事業(yè)!
180-522-12399
180-522-12399

公(gōng)司(sī)地址:江蘇省徐州市雲龍(lóng)區新銳領地A45-4-1801
郵(yóu)箱:1153701253@qq.com
手(shǒu)機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
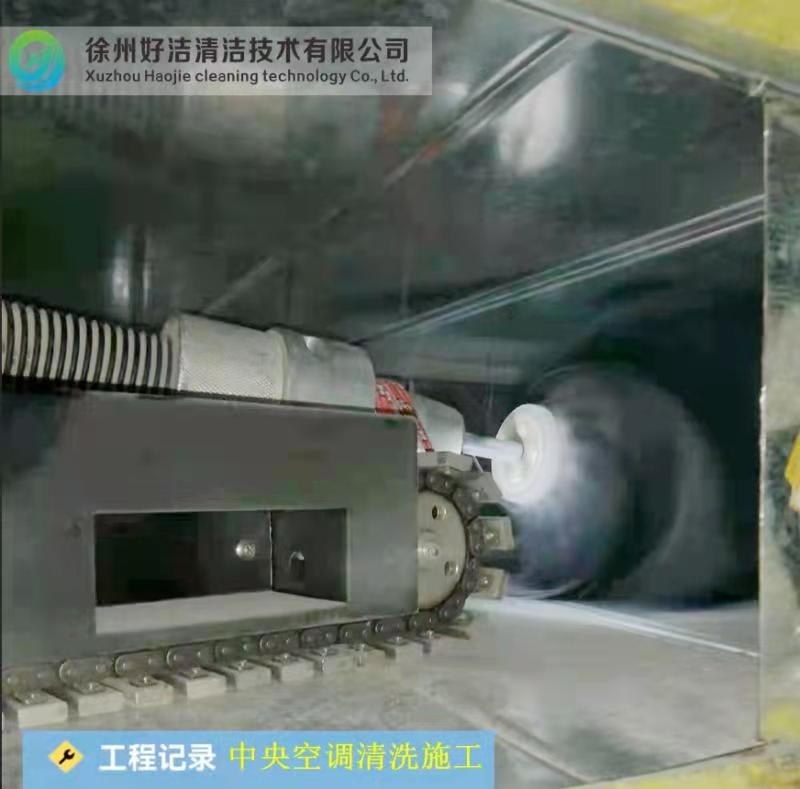
中央空調是商業樓宇及寫字樓常(cháng)用的一種中央空調徐州草莓视频官网中央空調維保送(sòng)風量小於設計值,換氣(qì)次數少,請檢查風機型號是否符合設計要(yào)求,葉(yè)輪轉向是否正確,皮帶(dài)是否(fǒu)鬆弛,開大送風閥門,消(xiāo)除風量不足因素徐州草莓视频官网中央空調保養采用液體汽化製冷(lěng)的原理為空氣調(diào)節係統提供所需(xū)冷量,用以抵消室內(nèi)環境的冷負荷;製熱係統為空氣調節(jiē)係統提供用以抵消室內環境熱負(fù)荷的熱量徐州草莓视频官网中(zhōng)央空調維修風機噪音高於額定值,請測定風機噪音(yīn),檢(jiǎn)查風機葉輪是(shì)否碰殼,軸承是(shì)否損壞,減震是(shì)否良好,對症處理。製冷係統是中央空調係統至關重要(yào)的部分,其采用種類、運行方式、結構形式等直(zhí)接影響了中央空調係統在運行中的(de)經濟性、高效性、合理性。與傳統(tǒng)的(de)中央空調相比,中央空調(diào)製冷麵積更(gèng)大,更節能,更科學。中(zhōng)央空調采用係統的製冷方式,通過冷熱源係統和空調係統保持人體適(shì)宜的溫度,保證室(shì)內新鮮空氣(qì)。然而,用戶必(bì)須注意中央空調的定(dìng)期清潔(jié)。中央空調維護(hù)問題與身體健康直接相關。以下就是(shì)排油(yóu)煙設施清洗公司的小編介紹的內容,一起來看看吧。

1、中央(yāng)空調細菌超標。
由於中央空調主導著現代建築內部空(kōng)氣的新陳代謝,因此它被稱(chēng)為現代建築的“肺”。肺部(bù)細膩,容易被侵(qīn)入,因此也稱(chēng)為“甜味”。出於同樣(yàng)的原因,中央空調也很(hěn)容易(yì)被汙垢和細菌侵入。中央空調機組長期運行,通(tōng)風係統極易汙染,清洗不及時等,使管道中殘留大量灰塵,碎石,含碳物質和晶體。一旦細菌,真菌,酵母和其他微生物附著在(zài)這些粉塵(chén)上,就很容易引起過敏或呼吸係統疾病。
2。空氣管道中的灰塵很容(róng)易傳播(bō)病(bìng)原體。
常(cháng)見的中央空調主要由空氣處理裝置和冷熱空(kōng)氣供應管道兩部分組成。中央空調(diào)維修空氣處理裝置負責空氣的冷熱處理。經過處理的空氣(qì)通過風道送到每個房間。由於風道四(sì)壁濕度較(jiào)高,空氣中的微粒物質容(róng)易附著於此,形成累積的時間量。非(fēi)常(cháng)厚的積塵。這些累積的塵埃是細菌的滋生地(dì),因為它們有生存所需要的營養,適當的溫度(dù)和濕度,細菌會很高興在這裏生活、繁殖和傳播。
設施清(qīng)洗")
道清洗公司")
公(gōng)司地址:江蘇(sū)省徐州市(shì)雲龍區新銳領地(dì)A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253