我們一直走在創新的路上(shàng),
我們專注於我們(men)從(cóng)事的事業!
我們專注於我們(men)從(cóng)事的事業!
180-522-12399
180-522-12399

公司(sī)地址:江蘇省徐州市雲(yún)龍區新銳領地A45-4-1801
郵箱:1153701253@qq.com
手機(jī):180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
油煙機是我們(men)廚房的好幫手,它(tā)的作(zuò)用也非常大,可以在我們炒菜做飯的時候(hòu)吸收大量的油煙(yān),更好地保護我(wǒ)們的身體健康(kāng)。而油煙機除了我們常見的(de)家庭油(yóu)煙機還有一種是(shì)酒店、飯店等(děng)大(dà)型餐館使用的油煙(yān)機(jī),我們一般稱為大型油煙機或商用油煙機以便區分一般的(de)油(yóu)煙機(泛指家(jiā)庭油(yóu)煙機)。在酒店、飯店等(děng)餐飲(yǐn)場所用的大(dà)型油煙(yān)機因為(wéi)工作量大,大型油(yóu)煙機在長期的使用中很容易產生大量的油垢、油漬(zì),會產生安全隱患發(fā)生火災等,也不符合國家的衛生標準(zhǔn)。所以國家也是對大型(xíng)油煙機出台了相關的法規,要定期清洗大型油煙(yān)機並且要做好記(jì)錄,以便相關衛生部門檢查。
機清洗")
很多朋友家裏都有油煙機,也(yě)自己清洗過(guò)。但是(shì)大型油煙機在清洗的時候會比(bǐ)家庭油煙機麻煩很多,甚至不知從何入手。
在這(zhè)裏油煙管道清洗公司的小(xiǎo)編給大家普及一下大型油煙機怎麽清洗:首先要準備一台高壓清洗機、鏟刀數把、若幹毛巾、雨(yǔ)衣、水桶、手套、水管、垃圾袋等。再把廚房(fáng)的設備斷電,做好相應的防護措施就可以工作了。
拆卸清洗件:先切斷抽油煙機的電(diàn)源,再把油煙機從吊裝的位(wèi)置拆卸下來,對油煙機進行拆解。依次取出照明燈泡、集(jí)油盒、底麵板、密封圈、葉輪,最後提出機體內芯並(bìng)一一擺放好。
浸泡清洗件(jiàn):用桶接好水,加入清洗藥劑攪拌數分鍾。然後把隔油扇取出。在地上擺放好(hǎo)之後,把高壓清(qīng)洗機(jī)通電,啟動機器握緊槍(qiāng)頭,對地上的隔油扇進洗(xǐ)衝洗一遍。等上15分鍾,再用另(lìng)外一個桶接好清水,這時不加藥水,啟動機器握緊槍(qiāng)頭,對隔油扇進行清洗,如此(cǐ)循環2次即可,看到隔油扇幹幹淨淨。
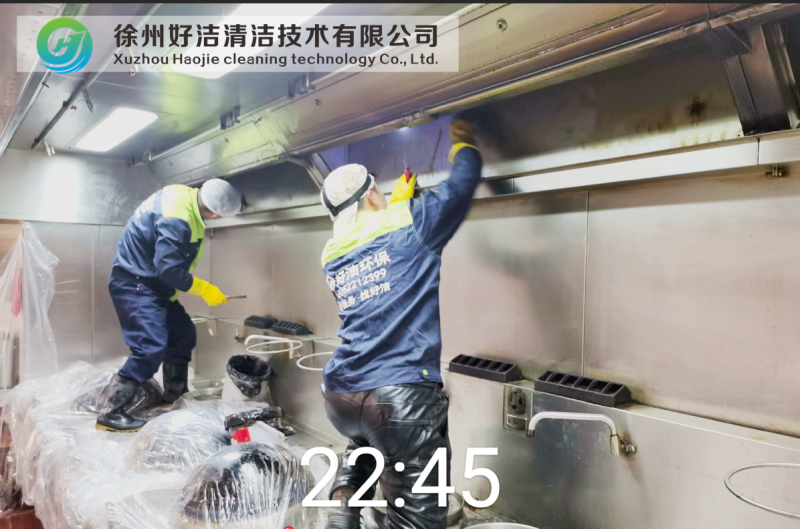
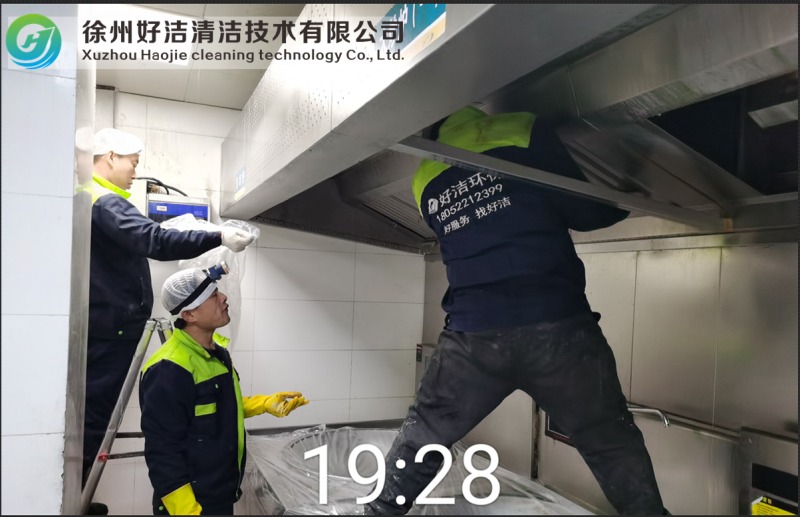
刷洗汙件:我們就是準備清洗煙罩,煙罩作為主要的積油點,準備的鏟刀派上用場(chǎng)了,先把積油厚的地(dì)方鏟幹淨,然後,也是用高壓水槍循環衝洗。直至不見油汙方可。再然後,用毛巾按幹。把隔油扇裝回原(yuán)位。如此煙罩就幹幹(gàn)淨淨了。
以上(shàng)就是清洗大型油煙機的清洗方法,但是油煙管道又要怎麽清洗呢?油煙管道比較特殊(shū),人是沒法鑽進去清洗的,而且因為管道裏麵堆積了大量的油垢(gòu)、油(yóu)漬,所以就要(yào)用到專業的清洗機器人了。
由於大型油煙機區別於(yú)一般的家庭油(yóu)煙機,國家在酒(jiǔ)店(diàn)廚房等方麵衛(wèi)生標準這塊的監(jiān)管也(yě)越來越嚴格。現在清洗酒店廚房都(dōu)需要相關的資質才可以清洗,如果你沒有(yǒu)這些資質也(yě)是不給(gěi)你清洗的。那麽這些相關的資質去哪找呢?


公(gōng)司地址:江蘇(sū)省徐州市雲龍區新銳領地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253