我們(men)一直走在創新的路上,
我們專注(zhù)於我們從事的事業!
我們專注(zhù)於我們從事的事業!
180-522-12399
180-522-12399

公司地址:江蘇省徐州市雲龍區新銳領地A45-4-1801
郵箱(xiāng):1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
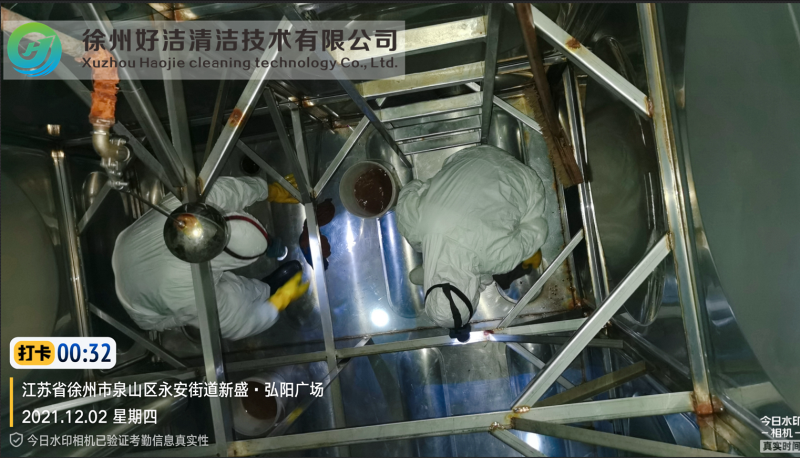
1:在特別髒的牆上用小蘇打。如果(guǒ)你有困難把所有的(de)沉澱物和汙垢(gòu)從你的內牆你的坦克,嚐試灑在牆上小(xiǎo)蘇打,並用你的刷子或海綿擦洗。
箱清洗")
擦洗角和關節。當你擦洗(xǐ)的時候,要特別注意你的水箱的角落和關節。滯留在這些區域的殘留物可能很難清理,所以你可能需要花一些額(é)外(wài)的時間進入這些區域。試著用一個小(xiǎo)牙刷幫助你到達和擦洗這些困難的地(dì)方。
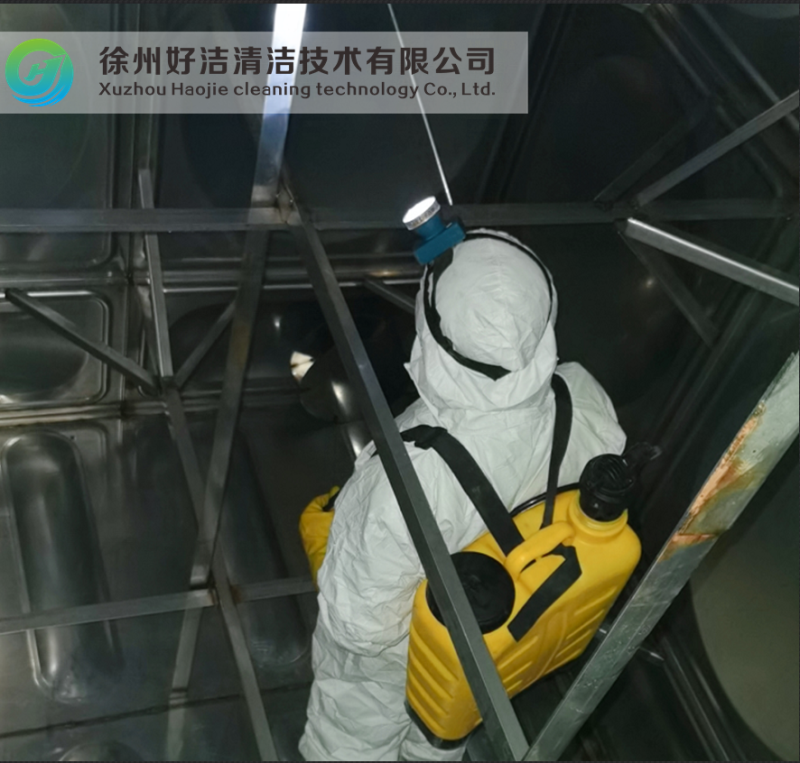
2:徹底衝洗。一旦你感到滿意,你已經擦洗了大部分或所有的(de)殘留物從你的內(nèi)膽,你需要非常徹底地衝洗(xǐ)它。這是最好的辦法是使用軟管,以(yǐ)噴淋內牆,確保進入所有的角落(luò)和角(jiǎo)落。你也可以用充滿清潔水的壓力墊圈來做這件事。或者,你可以用熱水衝洗(xǐ)水箱,讓它站上幾個小時。排空水箱,確保收集並安全處理排水(shuǐ)。重複這個過程,直到水完全(quán)沒有洗滌劑和沉澱物。
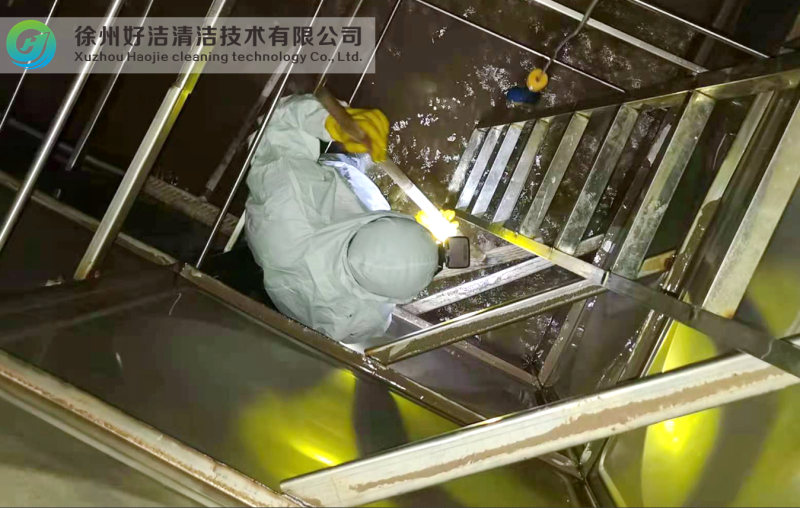
用真空清(qīng)除殘餘液(yè)體和(hé)殘留物。有些水(shuǐ)箱可能不允許(xǔ)你把所有(yǒu)的(de)液體從(cóng)它們中抽出來。舉個例子,如果你的水箱太大(dà)了,不能靠它的一側噴出來,你很可能就不能把所有的洗滌劑和殘留物都(dōu)噴(pēn)出來了。為了去除這些殘留物,你可以用濕/幹真空的軟管附件把它抽出來。確保(bǎo)你的軟管進入裂縫,和你的坦克角落,以消除所有的殘留物。吸塵後,您可能需要拿一個幹淨的抹布或拖把頭,並沿您的水箱底部運行(háng),以清潔(jié)任(rèn)何地區,仍然有沉澱物。
以上就(jiù)是排油煙設施清洗公司(sī)的小編帶給大家的如何操作的關鍵所在,如果覺得本經驗對你們有幫助,就關注我們吧。


公司地址:江蘇省徐(xú)州市雲龍區(qū)新銳領地A45-4-1801
郵箱:1153701253@qq.com
手機(jī):180-522-12399
業務QQ:1153701253