我們一直走在創新的路上,
我們(men)專注於我們從事(shì)的事業!
我們(men)專注於我們從事(shì)的事業!
180-522-12399
180-522-12399

公(gōng)司地址:江蘇省徐州市雲龍區新銳領地(dì)A45-4-1801
郵箱:1153701253@qq.com
手(shǒu)機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
一、二次供水汙染因素及危(wēi)害
1、二次供水汙染因素主要包括以下三個方麵:
①生物性汙染
由於溢水(shuǐ)管鋪設不合理、水箱設計不合理、衛生防護設施不完備等原因造成傷寒、甲肝、沙門菌及耶爾菌等感染;
②化學性汙染
水箱材質使用不合理、供水設施設計不(bú)合理、無按要求清洗設備和未安裝二次供水消毒(dú)設備等原因造成鐵、“三氮”、有機物等超標;
洗(xǐ)")
③環境(jìng)因素
有些水(shuǐ)箱間不(bú)能(néng)獨立,存放私人物品,房間頂部有蜘蛛網、地麵有死鼠等現象,嚴重影(yǐng)響水箱周圍環(huán)境,存(cún)在(zài)水質汙染隱患。
2、二次供水汙染危害(hài)
二次(cì)供水水(shuǐ)質(zhì)汙染(rǎn)的直接結果(guǒ)是影響用戶感(gǎn)官,使飲用者感到惡心、嘔吐、腹脹、腹瀉,嚴重的甚至發病,或由於掉入二次(cì)供(gòng)水設備的蟲(chóng)子、老鼠(shǔ)等攜帶的病菌入(rù)侵,使(shǐ)二次(cì)供水水質汙(wū)染,可導致二次供水係統用戶發生集體性腹瀉,嚴重危害人體健康和(hé)擾亂居民生活秩序。
經水傳播的疾病主要有傷寒、痢疾、霍亂(luàn)以及馬鼻疽、鉤端螺旋體病、腸炎等。還有一(yī)些病毒引起的疾(jí)病,也可以(yǐ)通過水傳播。
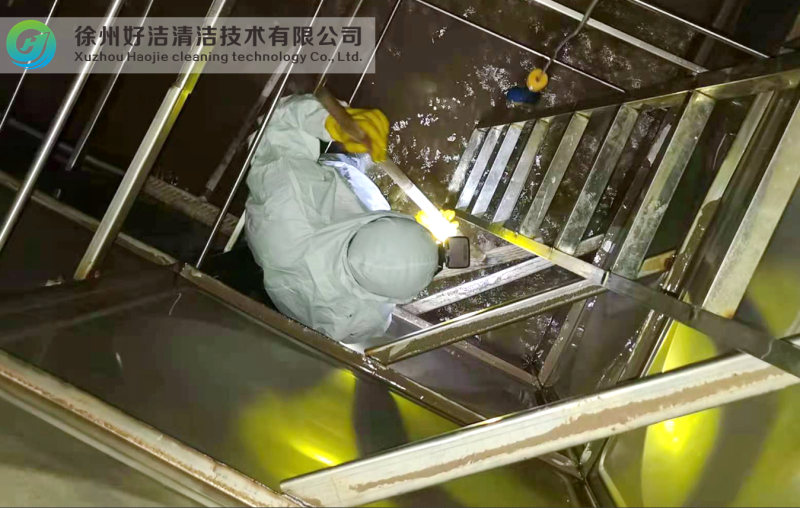
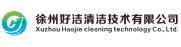
所以定期清洗水箱是(shì)非常有必要的,為了家人和市(shì)民的(de)健康,抓緊行動吧。徐州草莓视频官网清潔技術有限公司(sī)是一家擁有合法經營執照的正規(guī)企業。專業從事油煙管道清洗、中央空調清洗、家用電器清洗的清潔技術(shù)公司,服務客戶包括各大飯店、酒店、醫院、學校、寫字樓(lóu)、大廈(xià)、商場、公寓、單位、辦公(gōng)樓、機關單位(wèi)、工廠及普通家庭等。歡迎致電,我們將竭力為您服務(wù)。
煙設施清洗")

公司(sī)地址:江蘇省(shěng)徐州市雲龍區新銳領地A45-4-1801
郵箱(xiāng):1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253