我们一直(zhí)走在创新的路上,
我们专注于(yú)我们从事的事业!
我们专注于(yú)我们从事的事业!
180-522-12399
180-522-12399

公司(sī)地址:江(jiāng)苏(sū)省徐州市云龙区(qū)新锐领地(dì)A45-4-1801
邮箱:1153701253@qq.com
手机:180-522-12399
业务QQ:1153701253
网(wǎng)址: www.wlltsc.com

一、二次(cì)供水污染因(yīn)素(sù)及危害
1、二次供水污染因素主要包括以下三个方面:
①生物性污染
由于溢水管铺设(shè)不合(hé)理、水箱(xiāng)设计不合(hé)理、卫生防护设施不完备等原(yuán)因造成伤寒、甲肝(gān)、沙门菌及耶尔菌等感染;
②化学(xué)性污染
水箱材质使用不合理、供水设施设计(jì)不(bú)合理、无按要求清洗设备和未安装二次供水消毒设备等原因造成铁、“三氮”、有机物等超标;
清洗")
③环境因素(sù)
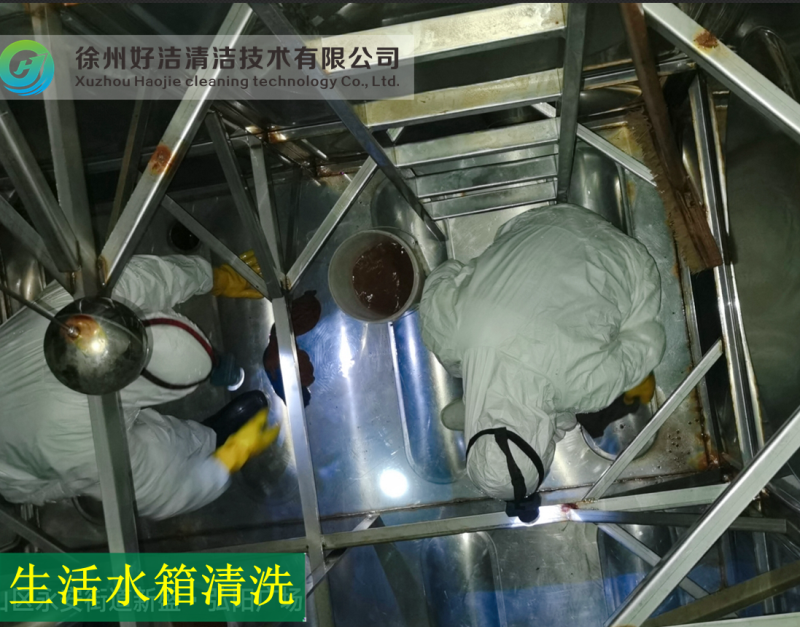
有(yǒu)些水箱间不能(néng)独立,存放私人物(wù)品,房间顶部有蜘蛛网、地面有死鼠等现象,严重影响水箱周(zhōu)围环境,存在水质(zhì)污染隐患。
2、二次供水(shuǐ)污染危(wēi)害
二次供水水质污染的直接结果是影响(xiǎng)用户感官,使饮用者感到恶心、呕(ǒu)吐、腹胀、腹泻,严重的甚至(zhì)发病,或由于掉入二次供水设备的虫子、老鼠等携带的病菌入侵,使二次供水水质污(wū)染,可导致二次供水系统(tǒng)用户发生集(jí)体性腹泻,严重危害人体健康和扰乱居民生活秩序。
经(jīng)水传播(bō)的疾病主要有伤寒(hán)、痢疾、霍乱以及马鼻疽、钩端螺旋体病、肠炎等。还有一些病毒引起的疾病,也可以通过水(shuǐ)传播(bō)。
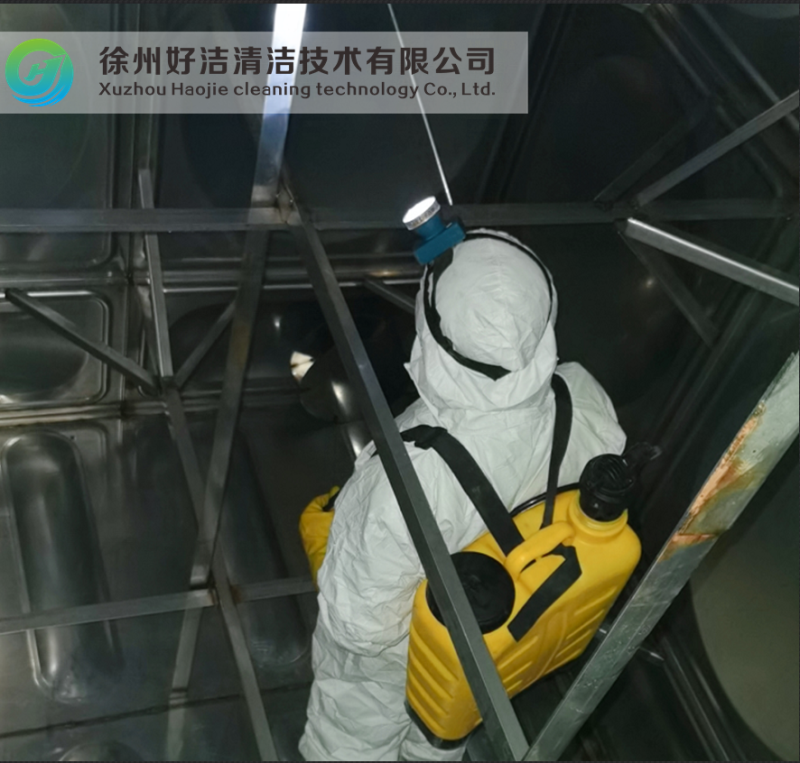
所以定期清洗水箱是非常有必要的,为了家人和市民的健康,抓紧行(háng)动吧。徐州好洁清洁技术(shù)有限公司是一家拥(yōng)有(yǒu)合法经营执照的正(zhèng)规企业。专业从事油烟管道(dào)清(qīng)洗、中(zhōng)央空调清洗、家(jiā)用(yòng)电器清洗的清洁技术(shù)公司,服务客户包(bāo)括各大饭店、酒店、医院、学校、写字楼、大厦、商场、公寓、单(dān)位、办公(gōng)楼、机关单(dān)位、工(gōng)厂及普(pǔ)通家庭等。欢迎致电,我们将竭力为您服务。

公司")
公司地址:江苏省徐州市云龙区新锐(ruì)领地(dì)A45-4-1801
邮箱:1153701253@qq.com
手机:180-522-12399
业务QQ:1153701253