我們一(yī)直走在創新的路上,
我(wǒ)們專注於(yú)我們從(cóng)事的事業!
我(wǒ)們專注於(yú)我們從(cóng)事的事業!
180-522-12399
180-522-12399

公司地址:江(jiāng)蘇省(shěng)徐州市雲龍區新銳領地A45-4-1801
郵箱:1153701253@qq.com
手(shǒu)機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
不僅如此,對於餐飲衛生,國家嚴防嚴控的力度也在不斷加大!
中國衛生部、環保局聯合頒布的《全國餐飲經營單位安全生產規定(dìng)》中第二十五條(tiáo)規定:餐飲經營單位操作間的集煙罩和煙道入口處1米範圍內,應當每日進行清洗。中餐操作間的(de)排油煙管道應當每60日至少清理1次(cì),清(qīng)理應當做(zuò)好記錄(lù),並且在第三十五條中明確規定:未(wèi)按時清(qīng)理(lǐ)排油煙管道的,處5000元以上3萬元以下處罰。
大型油煙機清洗、煙道(dào)清洗行業規範的重要性被人們一(yī)次又一次所重視,身處行(háng)業中的我們(men),就更(gèng)應該重視起來了!

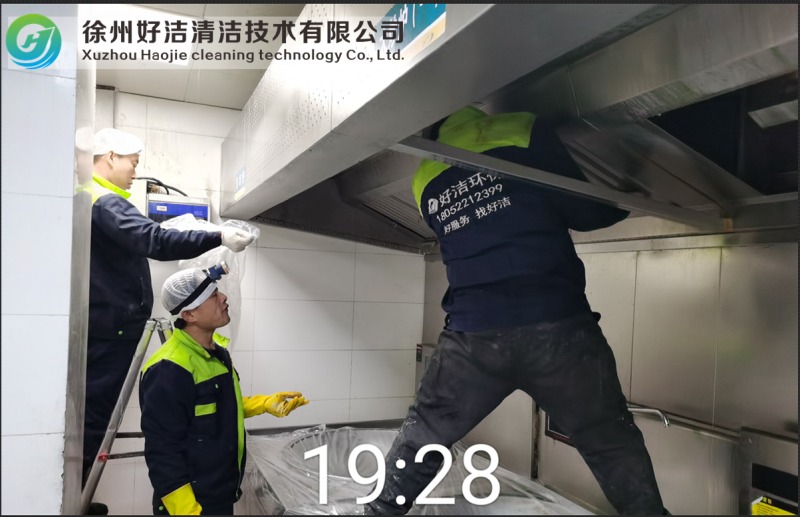
油煙管道清洗(xǐ)公司,注重每一步驟,堅持做好每一處細節,為您帶來貼心細致的服務,為您的油(yóu)煙設備帶來煥然一新的效(xiào)果。有餐(cān)飲業大(dà)型油煙機清洗需(xū)求的朋友,歡迎聯係頁(yè)麵上的熱線電話!
隨著(zhe)民眾環保意識的增強,對於商(shāng)家服務品質的要求越來(lái)越(yuè)高,大型油煙機清洗行業的巨大市場漸漸顯現出來。
按照現在的(de)市場情況分析,民以食為天,每個城市最少有幾百家飯店,甚至幾千家。而且還有工廠、學校食堂(táng)、餐廳等等使用大型油煙設備的廚(chú)房,算下來這就(jiù)是一(yī)個上千億(yì)的市場。
目前(qián),許多大型(xíng)餐飲商家、機構(gòu)、單位等,還沒有專業清洗(xǐ)技術、施(shī)工隊作業,沒有形成長(zhǎng)期合作的清洗團(tuán)隊。而長期使用的商用油煙機(jī),如果不(bú)經常進行(háng)油煙清洗,會(huì)有很多油漬殘留(liú)在油煙機上形成油(yóu)垢,影響餐飲質量(liàng),而且嚴重(chóng)時極易發(fā)生火災隱患。

洗公司")
公司地址:江蘇省徐州(zhōu)市雲龍區(qū)新銳領地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253