我(wǒ)們一直走在創新的路上,
我們專注於我們從事的事(shì)業!
我們專注於我們從事的事(shì)業!
180-522-12399
歡迎來到徐州草莓视频官网清潔技術有限公司官方網站(zhàn)
180-522-12399

公司地(dì)址:江蘇省徐州市(shì)雲龍區新銳領地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
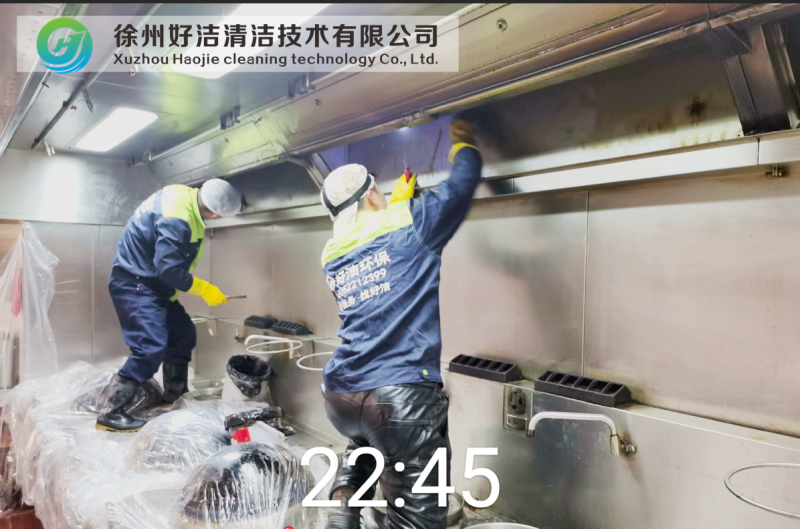
餐廳(tīng)/酒店/食堂/工廠企業食堂/學校食堂(táng)/機(jī)關單位(wèi)食堂/賓館等廚房排煙係(xì)統中積(jī)累油汙、油煙(yān)的危害:
1、廚房排煙管道、排(pái)煙設備(bèi)等排煙係(xì)統內積累油汙(wū)後酒店廚房的安全性降低,火災隱(yǐn)患大(dà)增。廚房的抽(chōu)油煙脫排罩內及罩上的空壓管道內積累(lèi)油汙後,在(zài)炒灶工作時,廚師爆炒菜時,爐頭的火焰上飛,進入煙(yān)罩及排煙管(guǎn)道(dào)內,易引起罩內和管道內的(de)油汙燃燒,引發火災。
2、酒店廚房灶具上積累油汙(wū)後,受到爐口的火焰長期高溫烘(hōng)烤也更易(yì)產生燃燒。
酒店排油煙管道係統內積累(lèi)油煙(yān)的危害(hài)!!專業清(qīng)洗
3、廚(chú)房的灶具、排油煙罩、排油煙管道、排油煙(yān)風機等積累過多油汙後使(shǐ)廚房衛生環境變差,定期的衛生檢(jiǎn)驗難過關(guān)。
4、排油煙管道、排油煙風機內積累過多油汙後,會廚房的排油煙效果變差,造成廚房排(pái)煙不暢,室內滯留的油煙會向餐廳(tīng)內或靠近廚房的房間(jiān)內串。嚴重(chóng)影響餐廳內食客的就餐環境,直接影響餐廳的(de)經濟效(xiào)益。沒有顧客會留在滿屋油(yóu)煙的餐(cān)廳內就餐吃飯。也沒(méi)有顧客願意到滿屋油汙衛生條件差的(de)餐廳消(xiāo)費(fèi)。
5、為什麽會影響排煙效果呢(ne)?因為管道內油汙過多會使管道(dào)內通風截麵積變小(xiǎo),氣流速度過快,管道的氣流阻力增大,影響排煙;排煙風機內積油汙過多後,會使風機內葉輪體積增大(dà),加速軸承磨損,葉(yè)輪上沾油汙過多後會使其外形變化,對氣(qì)流(liú)的作用能力下降,使風機排風量變小。

6、排油煙罩內積油過多時,會使汙油從罩麵上滴到爐(lú)灶的炒鍋(guō)內和廚房的(de)身上,使廚房的工作環(huán)境變差,地麵變滑,容易發(fā)生廚師滑倒受傷的事故。排煙效果不好,廚師在(zài)炒菜時睜不開眼,特別是夏天廚房內溫度更高,這樣的廚房(fáng)環境是沒有廚師(shī)願意幹活的。
7、當(dāng)有廚房(fáng)安裝了油煙淨化器後,若排煙係統內的油汙不清洗會使淨化器不(bú)能正常工作,環保檢查(chá)時不通過,影響酒店的營(yíng)業
徐州草莓视频官网清潔技術有限公司是根據(jù)國家消防(fáng)部門的工作需求的需要,報請(qǐng)工商行(háng)政批準的專業清洗(xǐ)油煙管道的單位,是一家(jiā)擁有合法經營執(zhí)照的正(zhèng)規企業(yè)。專業從事油煙管道清洗、大型油煙機清洗、中(zhōng)央空調清洗、家用電器清洗的清潔技術(shù)公司,服務客戶包括各大飯店、酒店、醫院、學(xué)校、寫字樓、大廈、商場、公寓、單位、辦公樓、機關單位、工廠及普通家庭。我公(gōng)司擁有嚴格的管理製度、先進的設備、精湛的技術,將人性化的服務(wù)模式及專業的清洗技術融為一(yī)體,清洗維修技師都具備多年清洗、維(wéi)修、 安裝經(jīng)驗,並不斷吸收新的技術和(hé)先進的檢(jiǎn)測設備來滿足廣大客戶的需(xū)求。

洗公司")
公司地址:江蘇省(shěng)徐(xú)州市雲龍(lóng)區新銳(ruì)領地A45-4-1801
郵箱:1153701253@qq.com
手機(jī):180-522-12399
業務QQ:1153701253